« `html
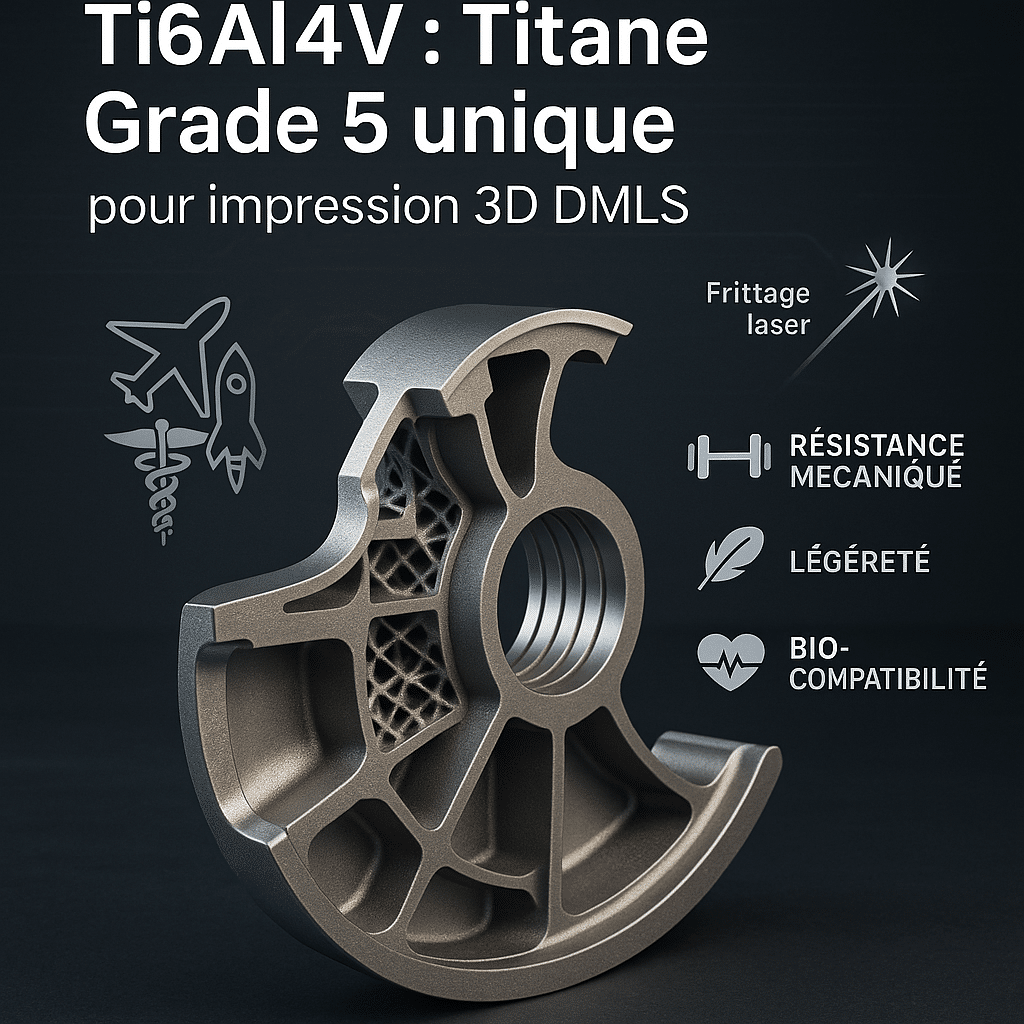
Ti6Al4V : Le Titane de Grade 5 pour l’Impression 3D DMLS
Le titane impression 3D Ti6Al4V s’impose comme le matériau de référence pour les applications industrielles les plus exigeantes. Avec une résistance mécanique supérieure à 900 MPa pour une densité de seulement 4,43 g/cm³, cet alliage offre un rapport résistance-masse exceptionnel que peu de matériaux peuvent égaler. La fabrication additive par frittage laser DMLS permet aujourd’hui de produire des pièces en titane grade 5 aux propriétés mécaniques et biocompatibles certifiées, ouvrant la voie à des applications critiques en aéronautique, spatial et biomédical. L’alliage Ti6Al4V combine légèreté structurale, résistance à la corrosion et biocompatibilité ISO 10993, trois caractéristiques déterminantes pour les implants médicaux permanents et les composants aéronautiques soumis à des contraintes thermiques et mécaniques élevées. Cet article explore les propriétés techniques du Ti6Al4V, ses applications industrielles stratégiques et les certifications nécessaires pour garantir la conformité des pièces produites en technologie DMLS.
- Propriétés Mécaniques et Chimiques du Ti6Al4V en DMLS
- Applications Industrielles du Titane Ti6Al4V par Impression 3D
- Certifications et Contrôle Qualité pour le Ti6Al4V
Propriétés Mécaniques et Chimiques du Ti6Al4V en DMLS
L’alliage de titane Ti6Al4V, également désigné comme titane grade 5, représente l’alliage de titane le plus utilisé dans l’industrie avec environ 50% des applications titane dans le monde. Sa composition chimique combine 90% de titane, 6% d’aluminium et 4% de vanadium, une formulation optimisée pour offrir simultanément résistance mécanique élevée, faible densité et excellente résistance à la corrosion. Le procédé de frittage laser DMLS exploite ces propriétés intrinsèques en fusionnant la poudre métallique couche par couche à une température de 1510°C dans une atmosphère contrôlée pauvre en oxygène, garantissant une structure cristalline homogène et des propriétés mécaniques reproductibles. La technologie d’impression 3D métallique permet d’atteindre des densités relatives supérieures à 99,5%, assurant des performances comparables voire supérieures aux pièces forgées traditionnelles.
Les caractéristiques mécaniques du Ti6Al4V produit par fabrication additive dépendent fortement des paramètres d’impression et des traitements thermiques post-fabrication. En sortie de machine, les pièces présentent généralement une résistance à la traction comprise entre 900 et 950 MPa selon l’orientation de fabrication, avec une limite d’élasticité de 830 MPa et une élongation à la rupture de 6 à 10%. Ces valeurs peuvent être optimisées par des traitements de détente des contraintes résiduelles et des cycles de recuit adaptés. Le rapport résistance-poids exceptionnel du Ti6Al4V en fait un candidat idéal pour l’impression 3D de pièces structurelles nécessitant une réduction de masse sans compromis sur la résistance mécanique, particulièrement dans les secteurs aéronautique et spatial où chaque gramme économisé représente un gain significatif en termes de performance et de consommation énergétique.
Composition et Grades de l’Alliage Ti6Al4V
L’alliage Ti6Al4V existe sous deux variantes principales qui répondent à des applications distinctes selon les exigences de pureté et de ductilité. Le Ti6Al4V standard (ASTM F1472) contient jusqu’à 0,30% de fer et 0,08% d’oxygène, offrant d’excellentes propriétés mécaniques pour la majorité des applications industrielles. Le Ti6Al4V ELI (Extra Low Interstitial, ASTM F136) limite les éléments interstitiels avec un maximum de 0,25% de fer et 0,13% d’oxygène, améliorant significativement la ductilité et la ténacité à la rupture. Cette variante est spécifiquement formulée pour les applications biomédicales où une biocompatibilité maximale et une résistance à la propagation de fissures sont critiques.
L’aluminium présent dans la composition (6%) agit comme stabilisant de la phase alpha du titane, améliorant la résistance mécanique à chaud et réduisant la densité globale de l’alliage. Le vanadium (4%) stabilise la phase bêta, apportant ductilité et soudabilité. Cette structure biphase alpha-bêta confère au Ti6Al4V une polyvalence exceptionnelle, combinant la résistance de la phase alpha avec la formabilité de la phase bêta. En fabrication additive DMLS, le refroidissement rapide inhérent au procédé génère une microstructure fine composée de lamelles alpha dans une matrice bêta transformée, responsable des hautes performances mécaniques observées sur les pièces imprimées.
Performances Mécaniques en Post-Production DMLS
Les propriétés mécaniques du titane impression 3D Ti6Al4V atteignent leur optimum après application de traitements thermiques appropriés. Selon ASTM F2924, les pièces en Ti6Al4V produites par fusion laser sur lit de poudre doivent présenter une résistance minimale à la traction de 895 MPa et une limite d’élasticité de 828 MPa après traitement thermique de détente. Les essais réalisés sur éprouvettes normalisées démontrent régulièrement des résistances supérieures à 950 MPa avec des élongations comprises entre 8 et 14% selon l’orientation de construction et les paramètres de post-traitement appliqués. La dureté typique se situe entre 32 et 38 HRC, légèrement supérieure aux pièces forgées en raison de la microstructure plus fine obtenue par refroidissement rapide lors du frittage laser.
La résistance à la fatigue du Ti6Al4V imprimé constitue un paramètre critique pour les applications cycliques telles que les pièces de turbine ou les fixations aéronautiques. Des études récentes montrent que les pièces produites par DMLS et correctement traitées thermiquement présentent une limite d’endurance comprise entre 450 et 550 MPa pour 10^7 cycles, soit environ 50% de la résistance à la traction. Ce ratio peut être amélioré par des traitements de surface tels que le grenaillage de précontrainte (shot peening) ou le polissage électrochimique qui éliminent les défauts de surface susceptibles d’initier des fissures. La résistance à la corrosion du Ti6Al4V reste exceptionnelle même après impression 3D, avec une tenue supérieure aux aciers inoxydables dans la plupart des environnements chimiques, y compris les solutions salines et les atmosphères marines. La température maximale d’utilisation en service continu se situe autour de 400°C, au-delà de laquelle une oxydation de surface et une dégradation progressive des propriétés mécaniques sont observées.
Applications Industrielles du Titane Ti6Al4V par Impression 3D
Le titane Ti6Al4V fabriqué par technologie DMLS trouve ses applications les plus stratégiques dans les secteurs où le triptyque légèreté-résistance-biocompatibilité constitue un avantage décisif. L’aéronautique et le spatial exploitent massivement les capacités d’optimisation topologique permises par la fabrication additive pour créer des structures lattices et des pièces creuses impossibles à réaliser par usinage conventionnel. Ces géométries complexes permettent des réductions de masse atteignant 40% comparativement aux pièces usinées traditionnellement, tout en conservant ou améliorant les performances mécaniques globales. Les supports de moteur, bras de liaison et fixations structurales représentent des exemples d’application où le Ti6Al4V imprimé remplace avantageusement l’aluminium ou l’acier, avec des gains substantiels en termes de ratio résistance-poids.
Le secteur médical représente le second domaine majeur d’application du titane grade 5 en impression 3D, exploitant principalement sa biocompatibilité certifiée ISO 10993 et ses propriétés d’ostéointégration. Les implants orthopédiques sur mesure, prothèses rachidiennes et composants dentaires bénéficient de la liberté géométrique offerte par le DMLS pour créer des structures poreuses favorisant la colonisation osseuse et l’ancrage biologique à long terme. La fabrication additive permet également une personnalisation anatomique précise basée sur les données d’imagerie médicale du patient, améliorant significativement les résultats cliniques et réduisant les temps chirurgicaux. Les délais de production sont réduits de 60% comparativement aux méthodes conventionnelles de fonderie et d’usinage, permettant une réactivité industrielle compatible avec les exigences du secteur médical en termes de disponibilité et de traçabilité.
Secteur Aéronautique et Spatial : Fixations et Pièces de Turbine
Dans l’industrie aéronautique, le Ti6Al4V imprimé en 3D répond aux exigences drastiques de certification tout en offrant des opportunités d’innovation structurale inédites. Les pièces de turbine telles que les aubes, distributeurs et carters bénéficient particulièrement des propriétés mécaniques à chaud du titane grade 5 qui maintient sa résistance jusqu’à 400°C, température couramment rencontrée dans les sections basse pression des turboréacteurs. L’optimisation topologique appliquée aux supports structuraux permet de concevoir des pièces organiques inspirées des structures naturelles, maximisant la rigidité tout en minimisant la masse. Ces gains de poids se traduisent directement en réduction de consommation de carburant et en augmentation de la charge utile transportable.
Les fixations aéronautiques constituent une autre famille de composants où le Ti6Al4V démontre sa valeur ajoutée. Boulons, vis et inserts filetés produits par frittage laser offrent une résistance supérieure aux fixations aluminium tout en pesant 40% de moins que les équivalents en acier haute résistance. La fabrication additive permet également d’intégrer des fonctions multiples dans une même pièce, éliminant assemblages et soudures qui constituent autant de points de faiblesse potentiels. La traçabilité complète des lots de poudre et des paramètres d’impression garantit une conformité aux standards aéronautiques (EN9100, AS9100) et facilite la certification par les autorités réglementaires telles que l’EASA ou la FAA.
Secteur Médical : Implants et Prothèses Biocompatibles
La biocompatibilité ISO 10993 du Ti6Al4V ELI en fait le matériau de choix pour les implants permanents en contact direct avec les tissus osseux et les fluides biologiques. Les prothèses de hanche, plateaux tibiaux et cages intersomatiques vertébrales exploitent la capacité unique du titane à s’intégrer durablement dans le tissu osseux sans provoquer de réaction inflammatoire ou de rejet immunologique. L’impression 3D DMLS permet de créer des surfaces poreuses avec une taille de pore contrôlée entre 300 et 600 microns, optimale pour favoriser la vascularisation et la colonisation ostéoblastique. Cette ostéointégration rapide et durable améliore significativement la fixation biologique de l’implant et réduit les risques de descellement à long terme.
Les prothèses dentaires et maxillo-faciales représentent un segment en croissance rapide pour le titane impression 3D Ti6Al4V. Les piliers implantaires sur mesure, barres de rétention et armatures prothétiques bénéficient de la précision dimensionnelle du procédé DMLS (tolérances de ±0,1 mm) et de la possibilité de créer des géométries complexes parfaitement adaptées à l’anatomie du patient. La réduction des étapes de fabrication comparativement aux méthodes traditionnelles de coulée et d’usinage diminue les délais de livraison de plusieurs semaines à quelques jours, améliorant le confort du patient et l’efficacité des cabinets dentaires. La surface biocompatible du Ti6Al4V nécessite peu ou pas de traitement de surface supplémentaire, simplifiant les protocoles de fabrication tout en garantissant une excellente tenue à long terme en environnement buccal agressif.
Certifications et Contrôle Qualité pour le Ti6Al4V
La qualification des pièces en titane Ti6Al4V produites par DMLS exige une maîtrise complète de la chaîne de valeur, depuis la certification matière jusqu’aux contrôles non destructifs finaux. Les poudres métalliques doivent impérativement être conformes aux normes internationales ASTM F2924 pour la fabrication additive et ASTM F136 pour les applications biomédicales lorsque la variante ELI est utilisée. Chaque lot de poudre est accompagné d’un certificat matière 3.1 selon EN 10204 attestant de la composition chimique, de la granulométrie (typiquement 15-45 microns) et de l’absence de contamination par des éléments indésirables. La traçabilité complète de chaque lot permet d’associer définitivement chaque pièce produite à son matériau d’origine, exigence incontournable pour les secteurs réglementés tels que l’aéronautique et le médical.
Les contrôles qualité s’échelonnent tout au long du processus de fabrication, depuis la validation des paramètres d’impression jusqu’aux essais mécaniques destructifs et non destructifs. Le suivi en temps réel des paramètres laser (puissance, vitesse de balayage, épaisseur de couche) garantit la reproductibilité des propriétés mécaniques d’une fabrication à l’autre. Les traitements thermiques post-impression sont documentés avec enregistrement des cycles de température et des durées de maintien, permettant une traçabilité exhaustive du parcours thermique de chaque pièce. Cette rigueur documentaire constitue un prérequis pour l’obtention des certifications sectorielles et facilite considérablement les audits de conformité réglementaire. La maîtrise complète de ces processus de qualification différencie les prestataires spécialisés des acteurs généralistes de l’impression 3D métallique.
Certifications Matière et Conformité Réglementaire
La conformité réglementaire du Ti6Al4V pour impression 3D repose sur un ensemble de normes internationales spécifiques à chaque secteur d’application. Pour les applications médicales, la norme ISO 10993 définit l’ensemble des essais biologiques requis pour démontrer la biocompatibilité du matériau : cytotoxicité, sensibilisation cutanée, irritation locale et toxicité systémique. Ces essais sont réalisés par des laboratoires accrédités et documentés dans un dossier technique de dispositif médical (technical file) accompagnant la demande de marquage CE ou d’approbation FDA. La directive européenne MDR 2017/745 impose également la traçabilité complète du dispositif depuis la matière première jusqu’à l’implantation chez le patient, avec un système d’identifiant unique (UDI) permettant le suivi post-marché.
Dans le secteur aéronautique, la qualification matière suit les spécifications AMS (Aerospace Material Specifications) et les exigences des constructeurs aéronautiques (Airbus, Boeing, Safran). La norme AMS 4999 définit spécifiquement les exigences pour le Ti6Al4V produit par fabrication additive, avec des critères stricts sur les propriétés mécaniques minimales, la porosité résiduelle (inférieure à 1%) et la rugosité de surface. Les certificats matière doivent inclure les résultats d’essais mécaniques réalisés sur éprouvettes témoins fabriquées simultanément avec les pièces de série, garantissant que les propriétés certifiées correspondent effectivement aux conditions réelles de production. Cette approche par lots témoins constitue la base de la traçabilité aéronautique et permet de détecter immédiatement toute dérive des paramètres de fabrication.
Contrôles Non Destructifs et Validation des Propriétés
Les contrôles non destructifs (CND) appliqués aux pièces en titane Ti6Al4V imprimées par DMLS visent à détecter les défauts internes susceptibles d’affecter l’intégrité structurale : porosités, fissures, défauts de fusion ou inclusions métalliques. La tomographie à rayons X constitue la méthode de référence, permettant une inspection volumique complète avec une résolution spatiale inférieure à 50 microns. Cette technique identifie précisément la taille, la position et la morphologie des défauts, permettant une décision objective sur la conformité de la pièce. Pour les géométries complexes avec des canaux internes ou des structures lattices, la tomographie reste la seule technique capable d’inspecter l’intégralité du volume sans destruction de la pièce.
Les essais mécaniques destructifs complètent les CND pour valider définitivement les propriétés du matériau. Des éprouvettes de traction normalisées sont prélevées selon différentes orientations de fabrication (verticale, horizontale, à 45°) pour caractériser l’anisotropie éventuelle des propriétés. La résistance à la traction, la limite d’élasticité, l’élongation et le module d’Young sont systématiquement mesurés et comparés aux valeurs de référence de la norme applicable. Des essais de dureté Rockwell et des analyses métallographiques sur coupes polies permettent de vérifier la microstructure, la taille de grain et l’absence de phases indésirables. Cette validation complète des propriétés mécaniques et métallurgiques constitue le fondement de la documentation de qualification exigée par les autorités de certification aéronautique et médicale, garantissant que chaque pièce produite respecte intégralement les spécifications dimensionnelles et fonctionnelles définies lors de la conception.
Conclusion
Le titane impression 3D Ti6Al4V s’impose définitivement comme le matériau optimal pour vos applications critiques nécessitant simultanément légèreté structurale, résistance mécanique supérieure à 900 MPa et biocompatibilité certifiée ISO 10993. La maîtrise du procédé de frittage laser DMLS garantit des pièces conformes aux normes les plus exigeantes des secteurs aéronautique, spatial et médical, avec une traçabilité complète depuis la poudre métallique jusqu’aux contrôles non destructifs finaux. L’optimisation topologique permise par la fabrication additive ouvre des perspectives inédites de réduction de masse et d’intégration fonctionnelle, tandis que les certifications matière ASTM F2924 et ASTM F136 assurent la conformité réglementaire pour les applications implantables et aéronautiques. Vous avez un projet d’impression 3D en titane Ti6Al4V nécessitant des certifications sectorielles spécifiques ? Échangez avec des experts qualifiés pour valider la faisabilité technique, optimiser la conception et obtenir un devis personnalisé incluant les traitements thermiques et contrôles qualité adaptés à votre cahier des charges. Découvrez comment l’expertise en impression 3D DMLS peut transformer vos projets les plus exigeants en réalité industrielle certifiée.
« `