# Post-traitement impression 3D métal DMLS : Guide complet
Le marché français de la fabrication additive métallique devrait atteindre 122 M€ en 2025 selon l’Observatoire Métallurgie, porté par l’aéronautique et l’automobile. Mais produire une pièce par post-traitement impression 3D métal DMLS ne suffit pas : les opérations de finition déterminent jusqu’à 40% de ses propriétés mécaniques finales. HIP (compression isostatique à chaud), traitements thermiques, sablage, électropolissage… ces étapes sont-elles toujours obligatoires ? Comment impactent-elles la porosité résiduelle, la résistance et l’état de surface ? Ce guide complet détaille chaque procédé, ses applications critiques et les solutions disponibles pour garantir des pièces conformes aux normes aérospatiales et médicales. Découvrez le processus complet d’impression 3D par frittage laser DMLS.
- HIP et traitement de la porosité résiduelle : quand est-il obligatoire ?
- Traitements thermiques de mise en solution et revenu : optimiser les propriétés mécaniques
- Sablage, électropolissage et finitions de surface : état de surface et biocompatibilité
HIP et traitement de la porosité résiduelle : quand est-il obligatoire ?
Le post-traitement impression 3D métal DMLS commence souvent par une étape critique : la compression isostatique à chaud ou HIP (Hot Isostatic Pressing). Cette technique permet d’éliminer la porosité résiduelle présente dans les pièces issues du frittage laser métal. En effet, malgré la précision du procédé DMLS qui fusionne la poudre métallique couche par couche à 1510°C, des micropores peuvent subsister entre les couches ou au cœur des structures complexes. Ces défauts microscopiques, souvent invisibles à l’œil nu, constituent des points de concentration de contraintes qui réduisent drastiquement la tenue en fatigue et compromettent l’étanchéité des pièces.
Le traitement HIP soumet la pièce à une pression élevée (typiquement entre 100 et 200 MPa) dans une atmosphère de gaz inerte, tout en maintenant une température proche du point de fusion du matériau. Cette combinaison température-pression permet de refermer les micropores par diffusion atomique, densifiant ainsi la structure métallique jusqu’à atteindre des taux de densité supérieurs à 99,9%. Pour l’impression 3D titane et l’impression 3D aluminium, le HIP améliore significativement la ductilité et la résistance à la propagation de fissures, des paramètres essentiels pour les applications critiques en impression 3D industriel.
Principe du HIP : température, pression et cycle thermique
Le cycle HIP typique se déroule en plusieurs phases soigneusement contrôlées. La montée en température s’effectue progressivement pour éviter les chocs thermiques, généralement à une vitesse de 5 à 10°C par minute. Une fois la température de consigne atteinte (entre 850°C et 1200°C selon l’alliage), la pression de gaz argon ou azote est appliquée progressivement. Le palier de maintien dure entre 2 et 4 heures, période pendant laquelle la diffusion atomique referme les porosités. Enfin, le refroidissement s’opère sous pression contrôlée pour éviter la reformation de défauts.
Les paramètres du HIP varient considérablement selon le matériau traité. Pour l’acier inoxydable 17-4PH utilisé en frittage laser métal, on applique généralement 100 MPa à 1120°C pendant 2 heures. Les alliages d’aluminium AlSi10Mg nécessitent des températures plus basses (520°C) mais des durées légèrement supérieures. Les superalliages base nickel comme l’Inconel 718 exigent quant à eux des pressions atteignant 200 MPa à 1160°C. Ces cycles thermiques spécifiques garantissent la fermeture complète des pores sans altérer la microstructure soigneusement établie lors de l’impression. Le contrôle précis de ces paramètres constitue un savoir-faire technique déterminant pour la qualité finale des pièces en impression métal.
Applications critiques : pièces de vol, implants et composants hydrauliques
Le traitement HIP devient obligatoire dans plusieurs secteurs aux exigences réglementaires strictes. L’industrie aérospatiale impose systématiquement ce post-traitement pour toutes les pièces de structure primaire et les composants moteur réalisés en DMLS. La norme AS9100 exige une densité minimale de 99,7% pour les pièces de vol, objectif inatteignable sans HIP. Les turbines, supports de fixation et éléments de châssis aéronautiques passent systématiquement par cette étape chez les fabricants certifiés pour garantir une fiabilité totale en conditions extrêmes.
Dans le secteur médical, les implants orthopédiques et dentaires en titane Grade 5 (Ti6Al4V) nécessitent également le HIP pour atteindre les standards de biocompatibilité et de résistance mécanique imposés par les directives européennes sur les dispositifs médicaux. La porosité résiduelle pourrait en effet créer des zones de colonisation bactérienne ou de fragilisation mécanique inacceptables pour un implant permanent. Selon Fortune Business Insights, le segment métal détient la plus grande part du marché de l’impression 3D en 2024 en raison de la demande croissante de produits de conception complexes et personnalisés, notamment dans ces secteurs à haute valeur ajoutée.
Les composants hydrauliques et pneumatiques constituent un troisième domaine où le HIP s’avère indispensable. Les blocs-valves, distributeurs et collecteurs réalisés en impression 3D industriel doivent garantir une étanchéité parfaite sous pression. Une porosité résiduelle, même minime, créerait des chemins de fuite catastrophiques dans ces systèmes. Le HIP garantit l’intégrité structurelle nécessaire pour supporter des pressions de service pouvant atteindre plusieurs centaines de bars sans risque de défaillance.
Traitements thermiques de mise en solution et revenu : optimiser les propriétés mécaniques
Au-delà de la densification par HIP, les traitements thermiques constituent l’autre pilier majeur du post-traitement impression 3D métal DMLS. Le procédé de frittage laser génère des microstructures hors-équilibre avec des gradients thermiques importants : chaque couche de 40 microns subit un cycle de fusion-solidification rapide, créant des contraintes résiduelles et une distribution hétérogène des phases métallurgiques. Les traitements de mise en solution et de revenu permettent d’homogénéiser la microstructure, d’éliminer les contraintes internes et d’ajuster les propriétés mécaniques (dureté, limite d’élasticité, résilience) aux exigences de l’application finale. Pour les pièces en frittage laser direct de métal, ces étapes conditionnent la performance à long terme.
Le marché total de l’impression 3D en France approche 1 milliard d’euros en 2025, avec une croissance annuelle moyenne de +15% en Europe selon Emotion Tech et NextMSC. Cette expansion s’accompagne d’exigences accrues en matière de reproductibilité et de certification des propriétés mécaniques, rendant les traitements thermiques incontournables pour les applications industrielles. Les fabricants doivent désormais fournir des certificats matière documentant les cycles thermiques appliqués et les propriétés mécaniques résultantes, traçabilité essentielle pour les secteurs réglementés.
Mise en solution : dissolution des précipités et homogénéisation
Le traitement de mise en solution consiste à chauffer la pièce au-dessus de la température de dissolution des phases durcissantes, puis à la maintenir pendant une durée suffisante pour homogénéiser la composition chimique. Pour l’acier inoxydable martensitique 17-4PH largement utilisé en impression 3D inox, la mise en solution s’effectue à 1040°C pendant 30 à 60 minutes. À cette température, les carbures et précipités durcissants se dissolvent dans la matrice austénitique, créant une solution solide homogène. Le refroidissement rapide (trempe à l’air ou à l’huile) fige cette structure en phase martensitique sursaturée, point de départ du durcissement structural ultérieur.
Pour les alliages d’impression 3D aluminium comme l’AlSi10Mg, la mise en solution intervient à 530°C pendant 5 heures minimum. Ce cycle dissout les précipités de silicium de forme dendritique hérités de la solidification rapide du DMLS, redistribuant le silicium de manière homogène dans la matrice aluminium. La trempe à l’eau qui suit fige la solution sursaturée, préparant le matériau au durcissement par précipitation. Cette étape transforme radicalement la microstructure : la dureté chute temporairement (de 120 HV à 75 HV environ), mais la ductilité s’améliore significativement, permettant ensuite d’optimiser le compromis résistance-ténacité lors du revenu.
Les superalliages base nickel utilisés pour les applications haute température requièrent des cycles plus complexes. L’Inconel 718, prisé pour les composants moteur, subit une mise en solution à 980°C pendant 1 heure suivie d’un refroidissement rapide. Ce traitement dissout les phases δ et met en solution les éléments γ’ et γ » responsables du durcissement structural. Sans cette homogénéisation, les propriétés mécaniques à chaud seraient insuffisantes et hétérogènes d’une zone à l’autre de la pièce.
Revenu : durcissement structural et réduction des contraintes résiduelles
Le revenu constitue la seconde phase du traitement thermique, indispensable pour atteindre les propriétés mécaniques cibles. Cette opération consiste à chauffer la pièce à une température intermédiaire (nettement inférieure à la mise en solution) pour provoquer la précipitation contrôlée de phases durcissantes nanométriques. Pour l’acier 17-4PH, le revenu standard H900 (appellation normalisée) s’effectue à 482°C (900°F) pendant 1 heure. Ce cycle génère la précipitation de composés intermétalliques de cuivre qui ancrent les dislocations dans la matrice martensitique, augmentant la limite d’élasticité jusqu’à 1300 MPa et la dureté jusqu’à 42-45 HRC.
Le choix de la température de revenu permet d’ajuster finement les propriétés. Un revenu à plus basse température (H1025 à 552°C) produit une résistance légèrement inférieure mais une ténacité et une résistance à la corrosion supérieures. À l’inverse, un revenu H1150 (621°C) privilégie la ductilité au détriment de la dureté. Cette flexibilité permet d’adapter le traitement aux sollicitations spécifiques de chaque application : résistance maximale pour les pièces de transmission, compromis résistance-ténacité pour les composants de sécurité, ductilité élevée pour les pièces soumises à déformation.
Pour l’AlSi10Mg, le revenu artificiel (vieillissement) s’opère typiquement à 160-170°C pendant 8 à 12 heures. Ce cycle provoque la précipitation de phases durcissantes Mg₂Si qui font passer la dureté de 75 HV après mise en solution à 120-130 HV, tout en conservant une excellente ductilité (allongement à rupture de 8-10%). Le revenu élimine simultanément 70 à 90% des contraintes résiduelles héritées du procédé DMLS, réduisant significativement les risques de déformation ou de fissuration lors de l’usinage final. Cette réduction des contraintes internes explique pourquoi le post-traitement impression 3D métal DMLS thermique est systématiquement appliqué avant les opérations d’usinage de précision.
Sablage, électropolissage et finitions de surface : état de surface et biocompatibilité
La dernière famille de post-traitements concerne l’état de surface des pièces DMLS. Directement issues de l’imprimante, ces pièces présentent une rugosité élevée (Ra 10-15 µm) liée aux particules de poudre partiellement frittées adhérentes et à l’effet « escalier » inhérent à la stratification en couches de 40 microns. Si cette rugosité reste acceptable pour certaines applications structurelles cachées, elle devient rédhibitoire pour les surfaces fonctionnelles : étanchéité, frottement, tenue en fatigue, aspect visuel et biocompatibilité. Les finitions de surface transforment une pièce techniquement fonctionnelle en composant industrialisable respectant les spécifications dimensionnelles et d’état de surface les plus strictes. L’impression 3D en acier inoxydable 17-4PH nécessite fréquemment ces traitements de surface pour atteindre les performances requises.
Ces traitements jouent également un rôle majeur dans la résistance à la corrosion et la biocompatibilité. Une surface rugueuse multiplie les zones de rétention d’humidité et de contaminants, accélérant les phénomènes de corrosion localisée. Pour les implants médicaux, la rugosité influence directement l’adhésion bactérienne et la formation de biofilm, facteurs critiques d’infection. Les finitions de surface constituent donc bien plus qu’une opération esthétique : elles conditionnent la durabilité et la sécurité des pièces en environnement réel.
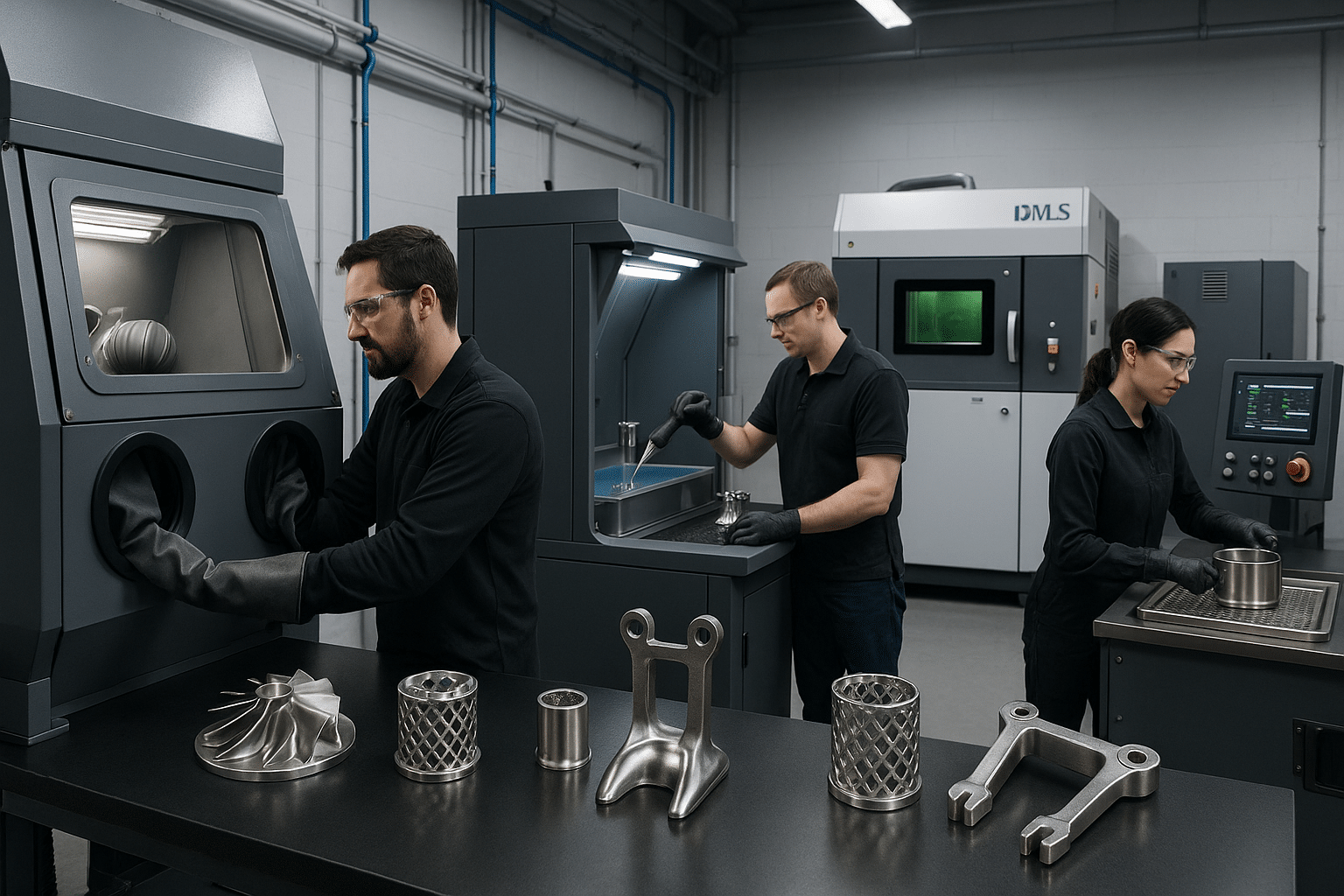
Sablage et microbillage : contrôle de la rugosité Ra et élimination de la poudre frittée
Le sablage constitue généralement la première étape de finition de surface. Cette technique projette à haute vitesse des particules abrasives (billes de verre, corindon, céramique) qui érodent les irrégularités de surface et détachent les particules de poudre non fusionnée. Le microbillage utilise des billes de très petit diamètre (50-200 µm) projetées à pression contrôlée pour obtenir un état de surface homogène sans altérer les dimensions de la pièce. La rugosité Ra après microbillage descend typiquement à 3-6 µm, soit une amélioration d’un facteur 2 à 3 par rapport à l’état brut DMLS.
Les paramètres du sablage s’ajustent selon l’objectif visé. Une pression élevée avec des particules anguleuses de corindon (grain 80-120) élimine efficacement la poudre frittée et peut légèrement texturer la surface pour améliorer l’adhérence de revêtements ultérieurs. À l’inverse, un microbillage doux avec des billes de verre sphériques (grain 200-400) à basse pression produit une surface satinée uniforme sans écrouissage excessif. Cette technique convient particulièrement aux pièces complexes avec canaux internes, difficiles à polir mécaniquement. Le sablage permet également d’uniformiser l’aspect visuel des pièces, masquant les traces de supports et les variations de teinte liées à l’orientation d’impression.
Pour les applications aérospatiales, le microbillage est souvent spécifié avec des billes en céramique calibrées pour créer un écrouissage contrôlé en surface (shot-peening léger). Cette couche superficielle en compression améliore la résistance à l’amorçage de fissures de fatigue, paramètre critique pour les pièces cycliquement sollicitées. L’intensité du traitement se mesure par la flèche Almen, standardisée selon les normes aérospatiales, garantissant la reproductibilité du procédé.
Électropolissage : passivation chimique et biocompatibilité des aciers inoxydables
L’électropolissage représente le traitement de surface le plus avancé pour les pièces DMLS en acier inoxydable. Ce procédé électrochimique dissout sélectivement le métal en surface, éliminant les microaspérités par dissolution anodique. La pièce immergée dans un bain d’acide (typiquement acide phosphorique et sulfurique) est connectée comme anode ; un courant électrique contrôlé dissout préférentiellement les pics de rugosité, produisant un lissage progressif. Après 15 à 30 minutes de traitement, la rugosité Ra descend sous 1 µm, voire 0,3-0,5 µm dans les conditions optimales, avec une brillance miroir caractéristique.
Au-delà de l’amélioration esthétique, l’électropolissage apporte des bénéfices fonctionnels majeurs. En dissolvant 20 à 40 µm de métal en surface, il élimine la couche altérée par le procédé DMLS (zones appauvries en chrome, inclusions d’oxydes) et révèle le métal sain sous-jacent. Simultanément, la dissolution anodique enrichit la surface en chrome, formant une couche passive dense de Cr₂O₃ nettement plus protectrice que la passivation naturelle. Cette couche passive améliore drastiquement la résistance à la corrosion par piqûres et caverneuse, essentielle pour les applications marines, chimiques ou médicales.
Pour les dispositifs médicaux implantables, l’électropolissage constitue un post-traitement obligatoire. La surface lisse et hautement passive minimise l’adhésion protéique et bactérienne, réduisant les risques d’inflammation et d’infection. La directive européenne 2017/745 sur les dispositifs médicaux impose des tests de biocompatibilité (cytotoxicité, hémocompatibilité) systématiquement réalisés après électropolissage. Les implants dentaires, prothèses orthopédiques et instruments chirurgicaux en impression métal passent systématiquement par cette étape finale pour garantir sécurité et durabilité dans le corps humain.
Le polissage mécanique traditionnel reste pertinent pour les grandes surfaces planes ou les pièces ne nécessitant pas une passivation chimique poussée. Les techniques de polissage abrasif progressif (grains successifs de 180 à 1200) suivies de polissage à la pâte diamantée permettent d’atteindre des états de surface Ra < 0,1 µm. Cependant, cette approche reste difficilement applicable aux géométries complexes et aux canaux internes qui constituent justement l'avantage de l'impression 3d frittage de poudre. L’électropolissage traite uniformément toutes les surfaces accessibles au bain, incluant les cavités internes impossibles à polir mécaniquement.
Conclusion
Les post-traitements DMLS ne constituent pas une option mais un levier déterminant de performance mécanique et de conformité réglementaire. Le HIP élimine la porosité résiduelle critique pour la tenue en fatigue et l’étanchéité des composants aéronautiques et médicaux. Les traitements thermiques de mise en solution et revenu optimisent la microstructure pour atteindre les propriétés mécaniques cibles, du durcissement maximal à la ductilité élevée selon l’application. Les finitions de surface par sablage et électropolissage transforment enfin des pièces fonctionnelles en composants certifiés pour l’aérospatial, le médical ou l’industrie chimique. La maîtrise de cette chaîne complète de post-traitement impression 3D métal DMLS différencie les prestataires capables de livrer des pièces conformes aux normes les plus exigeantes, de l’impression à la finition, garantissant traçabilité et reproductibilité. L’impression 3d métal prix intègre désormais systématiquement ces opérations pour les applications critiques, le surcoût initial étant largement compensé par la fiabilité et la durabilité des pièces finales.
Vous avez un projet nécessitant des pièces DMLS post-traitées ? Découvrez nos capacités complètes en impression 3D métal et post-traitement pour vos applications industrielles → Impression 3D par frittage laser DMLS