# Tolérances dimensionnelles impression 3D métal : guide DMLS
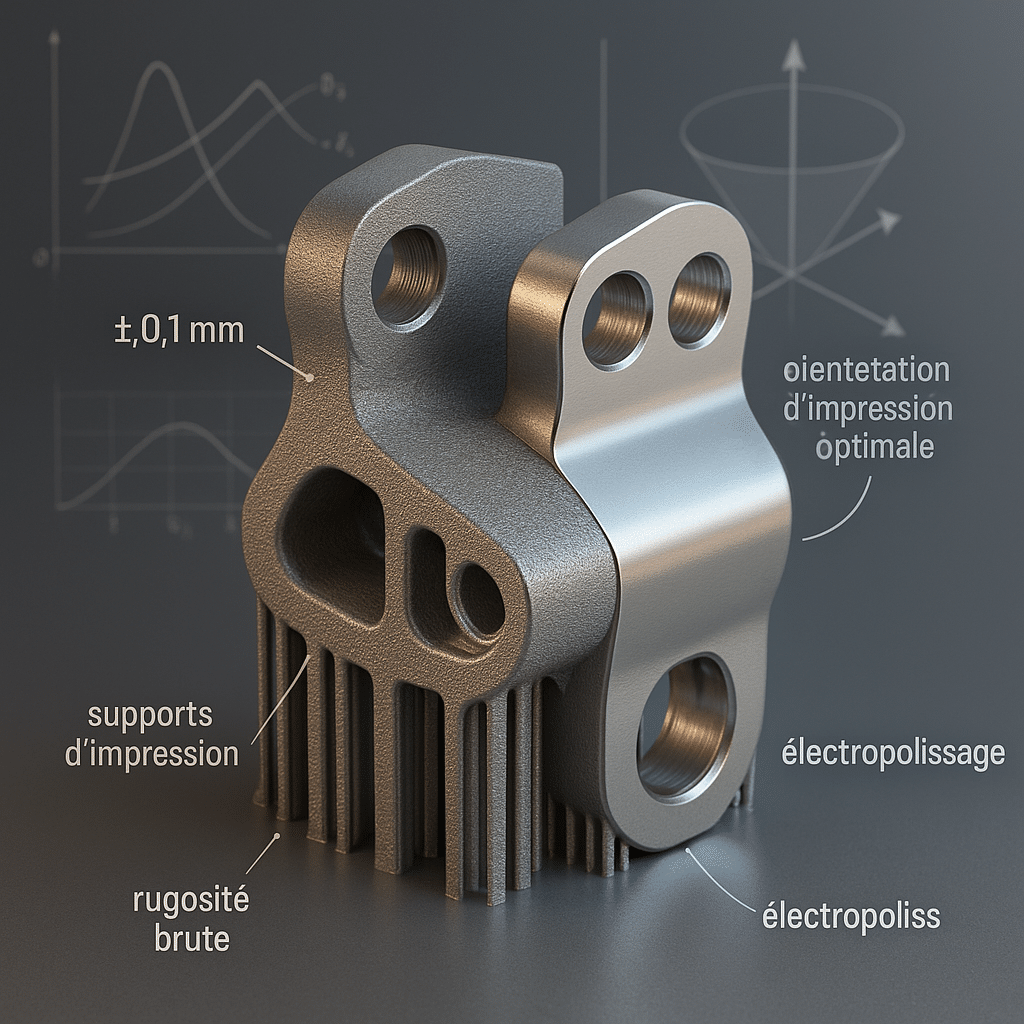
Les tolérances dimensionnelles impression 3D métal constituent un paramètre décisif pour garantir la conformité des pièces produites par frittage laser. En DMLS (Direct Metal Laser Sintering), les tolérances standard atteignent ±0,1 à ±0,2 mm, avec possibilité d’affiner jusqu’à ±0,05 mm après reprise d’usinage CNC. Ces valeurs, validées par les données industrielles 2024-2025, positionnent l’impression 3D par frittage laser au niveau des procédés conventionnels pour de nombreuses applications techniques. Mais au-delà des chiffres bruts, la maîtrise de l’état de surface, de la rugosité Ra brute versus post-traitée, et de l’orientation d’impression conditionne les propriétés mécaniques finales. Ce guide détaille les tolérances concrètes, les facteurs influençant la précision dimensionnelle en impression métal, et les bonnes pratiques pour rédiger vos dossiers de définition avec rigueur.
- Tolérances standard en DMLS : ±0,1 mm et facteurs de variation
- Rugosité et état de surface : Ra brut, sablage et électropolissage
- Orientation d’impression et reprise d’usinage : optimiser les propriétés mécaniques
Tolérances standard en DMLS : ±0,1 mm et facteurs de variation
Le frittage laser métal sur lit de poudre garantit des tolérances dimensionnelles impression 3D métal comprises entre ±0,1 et ±0,2 mm, selon les spécifications Xometry Pro 2025. Cette plage de tolérance s’applique aux pièces dont les dimensions nominales restent inférieures à 100 mm. Pour les ensembles de plus grande envergure, la règle ±0,2 % de la cote nominale prévaut, avec un plancher minimal de ±0,1 mm. Ces valeurs de référence dépendent cependant de multiples variables : taille de pièce, étalonnage de l’imprimante 3d métal industrielle, et surtout retrait thermique. En binder jetting métal, par exemple, le retrait peut atteindre 16 à 20 % selon Polyfab3D 2025, imposant une compensation CAO précise dès la phase de conception.
La maîtrise de ces tolérances standard exige également de comprendre le comportement thermique du matériau : lors du refroidissement, les contraintes résiduelles peuvent induire des déformations minimes mais cumulatives. C’est pourquoi les fabricants prévoient systématiquement des coefficients de retrait différenciés selon les axes X, Y et Z. Pour l’impression 3D métal en série, ces paramètres sont calibrés machine par machine, expliquant les écarts constatés entre équipementiers. Une calibration rigoureuse, associée à des tests de validation (cubes de tolérance, éprouvettes dimensionnelles), reste indispensable pour garantir la répétabilité sur petites et moyennes séries.
Tolérances DMLS/SLM par dimension de pièce
Les tolérances dimensionnelles impression 3D métal varient en fonction de la taille de la pièce produite. Pour les composants compacts (jusqu’à 50 mm), la précision ±0,1 mm représente la référence industrielle. Entre 50 et 100 mm, la tolérance peut s’élargir à ±0,15 mm, tandis que pour les éléments dépassant 100 mm, la règle ±0,2 % s’applique. Ces seuils tiennent compte du gradient thermique dans la chambre de fabrication : plus la pièce occupe un volume important, plus les zones périphériques subissent des cycles de chauffe-refroidissement asymétriques. L’impression 3D métal grande dimension impose donc une stratégie de supports optimisée, réduisant les déformations pendant et après la phase de fusion.
La géométrie de la pièce influence également la précision finale. Les sections fines, les porte-à-faux et les canaux internes concentrent les contraintes thermiques, pouvant générer des écarts locaux de ±0,2 mm même sur des pièces de petite taille. Pour sécuriser la conformité, il convient de spécifier dans le dossier de définition les zones critiques nécessitant une tolérance serrée (±0,1 mm) et les zones acceptant ±0,2 mm. Cette démarche permet au fabricant d’adapter l’orientation d’impression et les supports en conséquence, minimisant les reprises d’usinage post-impression.
Influence du matériau : inox, aluminium et titane
Chaque alliage métallique présente un comportement thermique spécifique impactant les tolérances. L’impression 3D inox (316L, 17-4PH) affiche un retrait de l’ordre de 1 à 1,5 %, offrant une stabilité dimensionnelle élevée et facilitant l’atteinte de ±0,1 mm sans post-traitement. L’impression 3D aluminium (AlSi10Mg) se caractérise par un retrait plus marqué (1,5 à 2 %) et une conductivité thermique supérieure, exigeant des stratégies de refroidissement contrôlées pour limiter les déformations. Enfin, l’impression 3D titane (Ti6Al4V) combine retrait thermique modéré (1 à 1,5 %) et réactivité chimique, imposant une atmosphère inerte stricte pour préserver la précision dimensionnelle.
La dureté native du matériau joue également un rôle : le titane, plus difficile à usiner, rend la reprise d’usinage plus coûteuse qu’avec l’inox ou l’aluminium. Pour les pièces nécessitant des tolérances inférieures à ±0,1 mm, il est donc judicieux de prévoir dès la conception les surfaces de référence qui seront reprises en CNC. Cette anticipation s’inscrit dans une logique de coût impression 3d métal optimisé, évitant les itérations et les rebuts liés à des écarts dimensionnels non maîtrisés. Le choix du matériau doit ainsi intégrer non seulement les propriétés mécaniques, mais aussi la chaîne de post-traitement envisagée.
Rugosité et état de surface : Ra brut, sablage et électropolissage
L’état de surface en sortie d’impression métal DMLS présente une rugosité Ra brute comprise entre 6 et 12 µm selon l’orientation des faces. Les surfaces horizontales, perpendiculaires à l’axe de construction, affichent une rugosité inférieure (6-8 µm) grâce à la superposition régulière des couches de 40 microns. À l’inverse, les parois verticales ou inclinées révèlent une rugosité accrue (10-12 µm) en raison de l’effet d’escalier caractéristique du procédé additif. Cette disparité impose de spécifier dans le dossier de définition les exigences d’état de surface zone par zone, en fonction des contraintes fonctionnelles : étanchéité, frottement, fatigue ou esthétique.
Les post-traitements permettent d’améliorer significativement la rugosité. Le sablage (micro-billage) réduit Ra à 1-3 µm, éliminant les résidus de poudre semi-frittée et homogénéisant l’aspect visuel. L’électropolissage pousse la finition jusqu’à Ra <1 µm, idéal pour les pièces médicales, aéronautiques ou les circuits hydrauliques exigeant des surfaces lisses. Toutefois, l'électropolissage retire 10 à 30 µm de matière, impactant les tolérances dimensionnelles impression 3D métal. Il convient donc de compenser ce retrait dès la phase CAO, en ajoutant une surcote de 0,02 à 0,05 mm sur les cotes critiques. Cette intégration dès la conception évite les non-conformités dimensionnelles après traitement.
Rugosité Ra brute et impact de l’orientation d’impression
L’orientation d’impression influe directement sur la rugosité finale. Une face orientée à plat (parallèle au plateau) bénéficie d’une fusion couche par couche régulière, limitant l’effet d’escalier. En revanche, une surface inclinée de 45° ou verticale multiplie les micro-marches visibles, augmentant Ra de 30 à 50 %. Pour les pièces nécessitant une rugosité homogène, il est recommandé d’orienter les faces fonctionnelles à l’horizontale, quitte à multiplier les supports. Cette stratégie réduit les besoins de post-traitement mécanique et préserve les tolérances dimensionnelles impression 3D métal initiales.
Les technologies d’impression 3D par frittage laser permettent également d’ajuster la puissance laser et la vitesse de balayage pour affiner l’état de surface. Une puissance réduite et une vitesse lente améliorent la fusion, mais allongent le temps de fabrication et augmentent le coût impression 3d métal. Le compromis optimal dépend du cahier des charges : pour un prototype fonctionnel, une rugosité brute de 10 µm peut suffire, tandis qu’une pièce de série exige un sablage systématique. La définition des spécifications de rugosité dans le dossier de définition oriente le fabricant vers la meilleure stratégie de production.
Post-traitements pour améliorer l’état de surface
Le sablage représente le post-traitement le plus courant en impression 3d industriel. Réalisé avec des microbilles de verre ou de corindon, il élimine les résidus de poudre, atténue l’effet d’escalier et prépare la surface pour d’éventuelles finitions (peinture, anodisation). Selon Sculpteo 2025, l’épaisseur de paroi minimum en métal pour garantir la tenue mécanique après sablage est de 0,5 mm. En dessous, le risque de déformation ou de perforation augmente. Le sablage réduit également les contraintes résiduelles de surface, améliorant la résistance à la fatigue des pièces sollicitées en cyclique.
L’électropolissage offre une finition miroir (Ra <1 µm) en dissolvant électrochimiquement les microaspérités. Ce procédé lisse la surface tout en améliorant la résistance à la corrosion, particulièrement appréciée en impression 3D métal pour le secteur médical ou alimentaire. Toutefois, l'électropolissage retire entre 10 et 30 µm de matière, impactant les cotes finales. Pour compenser, il est recommandé d'ajouter 0,03 à 0,05 mm aux dimensions CAO des zones critiques. Ce paramétrage s'intègre au dossier de définition, spécifiant les surfaces à électropolir et les tolérances associées. D'autres techniques, comme l'usinage par jet d'eau abrasif ou le polissage chimique, complètent la palette des post-traitements disponibles en impression 3d métal en ligne.
Orientation d’impression et reprise d’usinage : optimiser les propriétés mécaniques
L’orientation d’impression détermine non seulement la rugosité, mais aussi les propriétés mécaniques finales de la pièce en DMLS. Le frittage laser génère une structure anisotrope : la résistance en traction, la limite d’élasticité et l’allongement à rupture varient selon l’axe de sollicitation (X-Y vs Z). En général, les couches horizontales (plan X-Y) présentent une résistance supérieure de 5 à 10 % par rapport à l’axe vertical (Z), en raison de la fusion successive des grains métalliques. Cette anisotropie impose de spécifier dans le dossier de définition l’axe de sollicitation principale, afin que le fabricant oriente la pièce en conséquence et garantisse les performances mécaniques attendues.
Pour les pièces soumises à des charges critiques (aéronautique, automobile, médical), une reprise d’usinage CNC permet d’atteindre des tolérances dimensionnelles impression 3D métal de ±0,05 mm, voire ±0,02 mm sur surfaces usinées. Cette stratégie hybride (additive + soustractive) combine la liberté géométrique du frittage laser et la précision dimensionnelle de l’usinage conventionnel. Les zones fonctionnelles (portées de roulement, surfaces d’étanchéité, filetages) sont laissées en surépaisseur de 0,3 à 0,5 mm lors de l’impression, puis reprises en CNC pour garantir l’état de surface (Ra <1,6 µm) et les tolérances serrées. Selon Gree-ge.com 2025, cette approche permet d’atteindre des tolérances de ±0,1 mm pour les ajustements critiques, tout en préservant la complexité géométrique rendue possible par l’impression 3D métal.
Anisotropie et propriétés mécaniques selon l’axe de fabrication
L’anisotropie en impression 3D frittage de poudre provient de la microstructure en couches successives. Les grains métalliques fusionnés dans le plan X-Y forment des liaisons plus homogènes que celles reliant deux couches successives (axe Z). Cette différence se traduit par une résistance à la traction inférieure de 5 à 15 % selon l’axe Z, et un allongement à rupture réduit. Pour les pièces sollicitées en traction ou en fatigue, il est donc essentiel d’orienter l’axe principal de charge dans le plan X-Y. Cette règle s’applique également en direct energy deposition (DED), technologie additive métal utilisée pour les pièces de grande dimension ou la réparation.
Les contraintes résiduelles, générées par les cycles thermiques successifs, accentuent l’anisotropie. Un traitement thermique de détente (stress relieving) à 650-850 °C selon le matériau homogénéise la microstructure et réduit les écarts de propriétés mécaniques entre axes. Ce traitement s’effectue avant le retrait des supports, limitant les risques de déformation. Pour les pièces critiques, un traitement d’homogénéisation complet (HIP – Hot Isostatic Pressing) élimine la porosité résiduelle (<0,5 %) et améliore la ductilité. Ces traitements thermiques s'intègrent dans la chaîne de valeur de l'impression 3D métal post-traitements, garantissant les performances finales spécifiées dans le dossier de définition.
Reprise d’usinage CNC : tolérances jusqu’à ±0,05 mm
La reprise d’usinage CNC après impression constitue la solution privilégiée pour atteindre des tolérances inférieures à ±0,1 mm. Les surfaces fonctionnelles sont laissées en surépaisseur de 0,3 à 0,5 mm lors de l’impression DMLS, puis reprises par tournage, fraisage ou rectification. Cette approche hybride préserve les avantages de l’impression 3D métal (complexité géométrique, consolidation de pièces, allègement) tout en garantissant la précision dimensionnelle des zones critiques. Les tolérances atteignables après usinage sont de ±0,05 mm en standard, voire ±0,02 mm pour les rectifications de haute précision.
Pour optimiser cette stratégie, le dossier de définition doit clairement identifier les surfaces à reprendre, spécifier les tolérances cibles et indiquer les surfaces de référence pour le bridage en CNC. L’ajout de plots ou de surfaces de bridage dédiées facilite la reprise d’usinage et réduit les coûts de fabrication. Cette méthodologie s’inscrit dans la logique d’optimisation du coût impression 3d métal : en limitant l’usinage aux seules zones nécessaires, on préserve la rapidité de production offerte par l’impression 3d métal particulier, tout en garantissant la conformité fonctionnelle. Les technologies d’impression 3d métal en ligne permettent désormais de spécifier ces options dès la demande de devis, simplifiant le dialogue entre bureau d’études et fabricant.
En complément, la rédaction du dossier de définition doit intégrer les compensations de retrait thermique (1 à 2 % selon le matériau), les tolérances générales selon ISO 2768 (classe moyenne ou fine), et les spécifications d’état de surface (Ra, Rz) zone par zone. L’ajout de notes explicatives sur l’orientation d’impression recommandée, les traitements thermiques souhaités et les post-traitements de surface facilite la communication avec le fabricant et réduit les itérations. Les tests de validation (cubes de tolérance, éprouvettes mécaniques) permettent de valider les paramètres avant lancement en série, sécurisant la conformité dimensionnelle et mécanique des pièces 3d metal.
Conclusion
La maîtrise des tolérances dimensionnelles impression 3D métal passe par la compréhension des standards DMLS (±0,1 mm en standard, ±0,05 mm après usinage), des facteurs de variation (matériau, taille de pièce, orientation) et des post-traitements (sablage, électropolissage). En intégrant ces paramètres dès la phase de conception et en rédigeant des dossiers de définition précis, vous exploitez pleinement le potentiel du frittage laser métal pour produire des pièces complexes, précises et conformes. L’optimisation de l’orientation d’impression et la stratégie hybride additive-soustractive garantissent les propriétés mécaniques et la précision dimensionnelle requises pour vos applications industrielles exigeantes.
Besoin d’accompagnement pour optimiser vos tolérances et définir vos pièces DMLS ? Découvrez notre expertise en impression 3D par frittage laser métal et bénéficiez d’un accompagnement personnalisé pour vos projets → impression 3D par frittage laser DMLS